
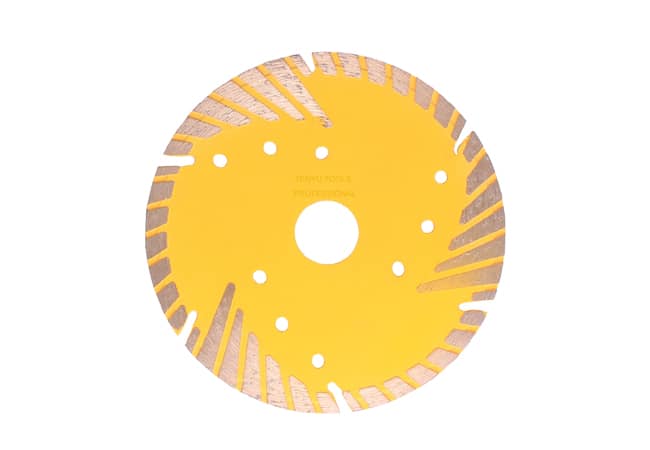
Elmas testere bıçağının bıçağı, elmas ve karkas bağlayıcıdan oluşur.
Elmas, kesici kenar işlevi gören süper sert bir malzemedir.
Peki Elmas Testere Bıçağı Nasıl Seçilir?
Elmas Tane Büyüklüğünün Seçimi
Elmas tane boyutu kaba ve tek tane boyutu olduğunda, testere bıçağının bıçağı keskindir ve testere verimliliği yüksektir, ancak elmas aglomerasyonunun eğilme mukavemeti azalır.
Elmas tane boyutu ince olduğunda veya kaba ve ince tane boyutu karıştırıldığında, testere bıçağı yüksek dayanıklılığa, ancak Düşük verimliliğe sahiptir.
Bu nedenle, 50/60 mesh boyutunda bir elmas seçmek daha uygundur.
Elmas Bıçak Dağıtım Konsantrasyonunun Seçimi
Elmas testerenin konsantrasyonu yükseldiğinde, keskinlik ve kesme verimliliği düşer, ancak kullanım ömrü artar.
Aksine, düşük konsantrasyon durumunda yayın etkinliği daha yüksek olacaktır.
Bu nedenle, kesme işlemi sırasında bıçağın çeşitli parçalarının farklı etkilerinden, farklı konsantrasyonlardan faydalanmak.
Elmas Bıçak Gücü Seçimi
Elmasın gücü, kesme performansını sağlamak için önemli bir indekstir.
Mukavemet çok yüksekse, kristal kolayca kırılmaz.
Gücü 130 ila 140N arasında seçmelisiniz.
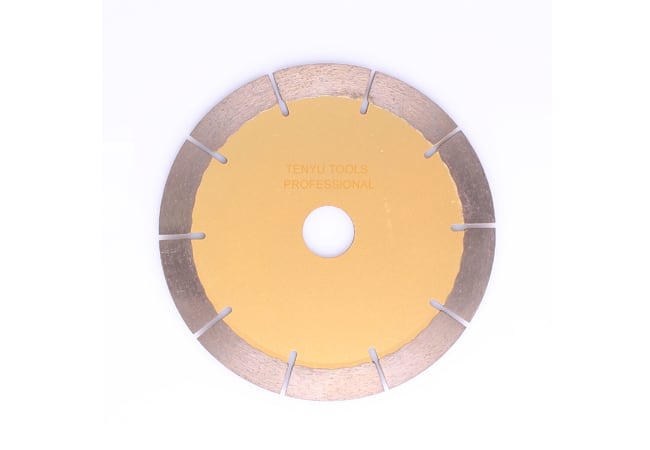
Yapıştırma Aşaması Seçimi
Testere bıçağının performansı sadece elmasa değil, aynı zamanda kompozit malzemenin genel performansına da bağlıdır.
Örneğin: Bağlayıcılı elmastan oluşan bir kesici kafa gibi.
Mermer gibi yumuşak taşlar için kesici kafa nispeten düşüktür, bu nedenle bakır bazlı yapıştırıcı kullanılabilir.
Bununla birlikte, bakır bazlı bağlayıcı, düşük sinterleme sıcaklığına, düşük mukavemet ve sertliğe, yüksek tokluğa ve elmas ile düşük bağlanma kuvvetine sahiptir.
Tungsten karbür (WC) eklendiğinde, iskelet metali olarak WC veya W2C kullanılır ve mukavemeti, sertliği ve bağlanma özelliklerini iyileştirmek için uygun miktarda kobalt ve düşük erime noktasına ve düşük sertliğe sahip az miktarda metal eklenir. Cu, Sn, Zn ve benzerleri yapıştırma için kullanılır.
Ana bileşenlerin parçacık boyutu 200 ağdan daha ince olmalı ve eklenen bileşenlerin parçacık boyutu 300 ağdan daha ince olmalıdır.
Sinterleme İşleminin Seçimi
Sıcaklık arttıkça.
- Karkasın yoğunlaşma derecesi artar.
- Eğilme mukavemeti de artar.
Bekletme süresinin uzaması ile boş karkasın eğilme mukavemeti ve elmas topaklaşması önce artar, sonra azalır.
Bu nedenle, performans gereksinimlerini karşılamak için 120 saniye boyunca 800 ℃'de sinterleme.
